
Designed for a wastewater treatment plant, this custom heat recovery ventilator (HRV) is located at one of the most exclusive lifestyle estates in the world. The HRV is equipped with an epoxy-coated aluminum flat plate heat exchanger, ensuring efficient energy recovery while preventing cross contamination with fresh outdoor air.

The HRV integrates outdoor air and high-efficiency filters at the OA and RA to enhance indoor air quality. For safety, the exhaust air fan is equipped with an explosion-proof motor and corrosion resistant materials provide long-lasting performance.
Custom XeteX HRV Performance
Model: XHS-40(20)-72-RT-HI-BP
Height: 88 in
Width: 102 in
Length: 224 in
Weight: 9,100 lbs
Energy Recovery: Flat Plate Heat Exchanger
Effectiveness: 85% Winter / 62% Summer
Supply CFM: 8,000 CFM
Heating Equipment: Indirect Gas Fired Furnace
Heating Capacity: 1,033 MBH
Construction
- Outdoor unit with double wall non-thermal break construction:
- 18ga galvanneal exterior casing with XeteX gray acrylic
- 22ga galvanized steel interior casing with 2" fiberglass insulation
- Inner casing is 304 SS at the exhaust section
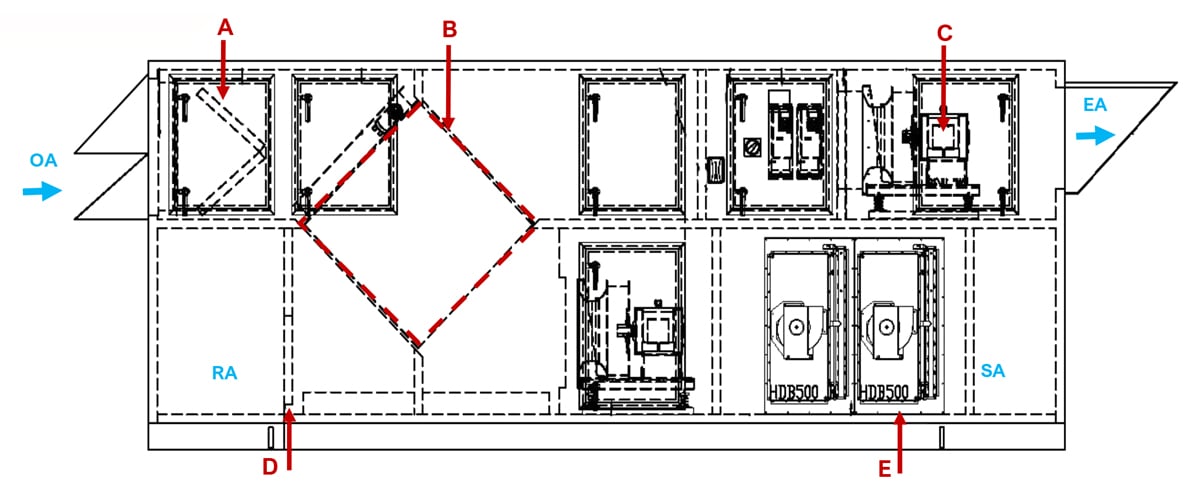
Components
A. 2” MERV 8 OA with galvanized rack
B. Epoxy-coated aluminum flat plate heat exchanger
C. Explosion-proof EA motor with 304 SS plenum and aluminum fan impeller
D. 2” MERV 8 RA with SS rack
E. 409 SS indirect gas fired furnace
Learn more about XeteX custom air handling solutions for waste water treatment plants!
