
XeteX designs and manufactures custom air handling units to meet the needs of each application. This project features a custom heat recovery unit for a Waste Water Treatment Plant.

A key feature of this unit is the explosion-proof design to support potential hazards of the operating environment. Another important aspect is selecting non-corrosive materials to preserve performance in harsh conditions.
Specifications
Model: XHS-30-48-RT-BP-HD
Height: 86 in
Width: 70 in
Length: 204 in
Weight: 4,100 lbs
Energy Recovery: Flat Plate Heat Exchanger
Effectiveness: 68% Winter / 59% Summer
Supply CFM: 4,000
Explosion-Proof Design
- EA airstream to be Class 1, Div 2 explosion proof
- EA fan to be ACA Spark B Resistant with XP motor
- EA explosion proof fan motor
- Explosion proof RA & EA temperature sensors and Room and Supply Temperature sensors
- Explosion proof filter pressure switch for RA Filters
Corrosion-Resistant Construction
- Outdoor unit with non-thermal break construction
- Double wall aluminum (0.063) exterior and interior casing with 2” injected foam insulation
- Interior aluminum liner
- Aluminum (0.080) floor
- Aluminum drain pan with 1.5” MPT
- 6" structural aluminum frame (2.83 lb/ft) with acrylic paint
- Aluminum (0.063) roof
- SA and EA blower with aluminum wheels, cones and frames; corrosion-resistant coated EA wheel
- Aluminum mesh filter OA
- Aluminum HX face/bypass damper
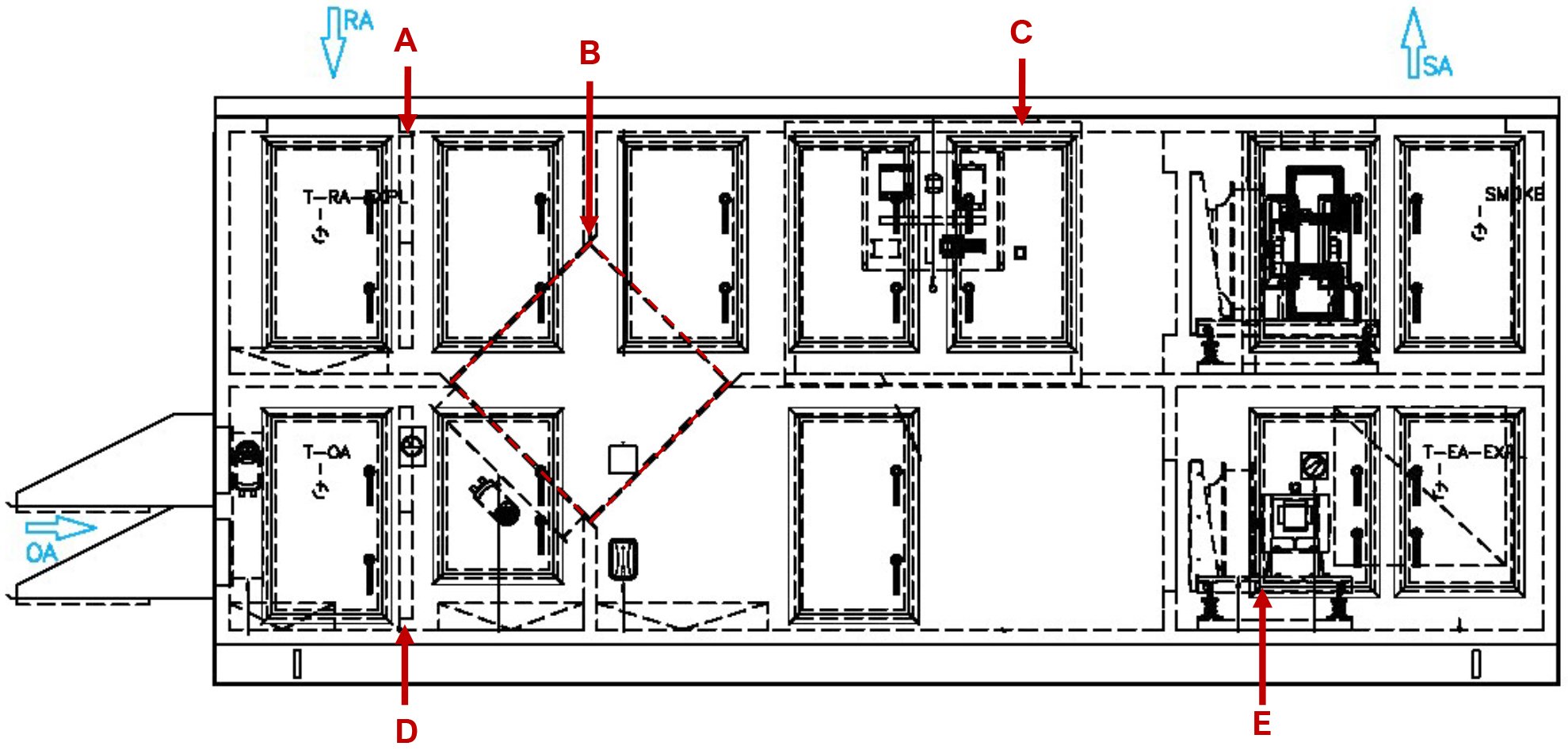
Components
A. 2” MERV 8 EA with aluminum rackB. Epoxy-coated aluminum crossflow plate heat exchanger
C. Direct fired gas furnace
D. 2” MERV 8 OA with aluminum rack
E. Explosion-proof motor with aluminum plenum
Learn more about XeteX Custom Air Handling and Ventilation Solutions for Wastewater Treatment Plants!
